






鈑金加工工序特點有哪些呢工序集中就是將工件的加工集中在幾個工序中進行,每道工序的加工內(nèi)容較多,工藝路線短。其特點是:()工件安裝次數(shù)減少,不僅可以縮短輔助時間,易于保證加工表面之間的相互位置精度。(2)設(shè)備數(shù)量減少,并相應(yīng)地減少操作工人人數(shù)和生產(chǎn)面積,縮短了工藝流程,簡化了生產(chǎn)計劃工作和生產(chǎn)組織工作。(3)有利于采用機床和工藝設(shè)備,提高生產(chǎn)率。





鈑金加工工藝流程你知道多少折彎時要首先要根據(jù)圖紙上的尺寸,材料厚度確定折彎時用的刀具和刀槽,避免產(chǎn)品與刀具相碰撞引起變形是上模選用的關(guān)鍵(在同一個產(chǎn)品中,可能會用到不同型號的上模),下模的選用根據(jù)板材的厚度來確定。其次是確定折彎的先后順序,折彎一般規(guī)律是先內(nèi)后外,先小后大,先特殊后普通。有要壓死邊的工件首先將工件折彎到30°—40°,然后用整平模將工件壓死。

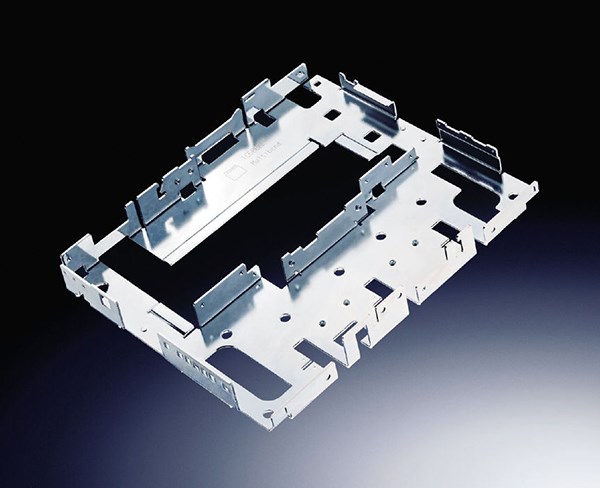
鈑金加工的基本流程、成形:指在普通沖床或其他設(shè)備上使用模具使工件變形的工藝過程。2、抽孔:也叫“翻邊”,指在普通沖床或其他設(shè)備上使用模具對工件形成圓孔邊翻起的工藝過程。3、攻牙:指在工件上加工出內(nèi)螺紋的工藝過程。4、擴孔:指用鉆頭或銑刀把工件上小孔加工為大孔的工藝過程。5、沉孔:指為配合類似沉頭螺釘一類的連接件,而在工件上加工出有錐度的孔的工藝過程。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


